There has also been notable progress on the construction of our new passenger vessel, with significant advancements across multiple hull blocks.
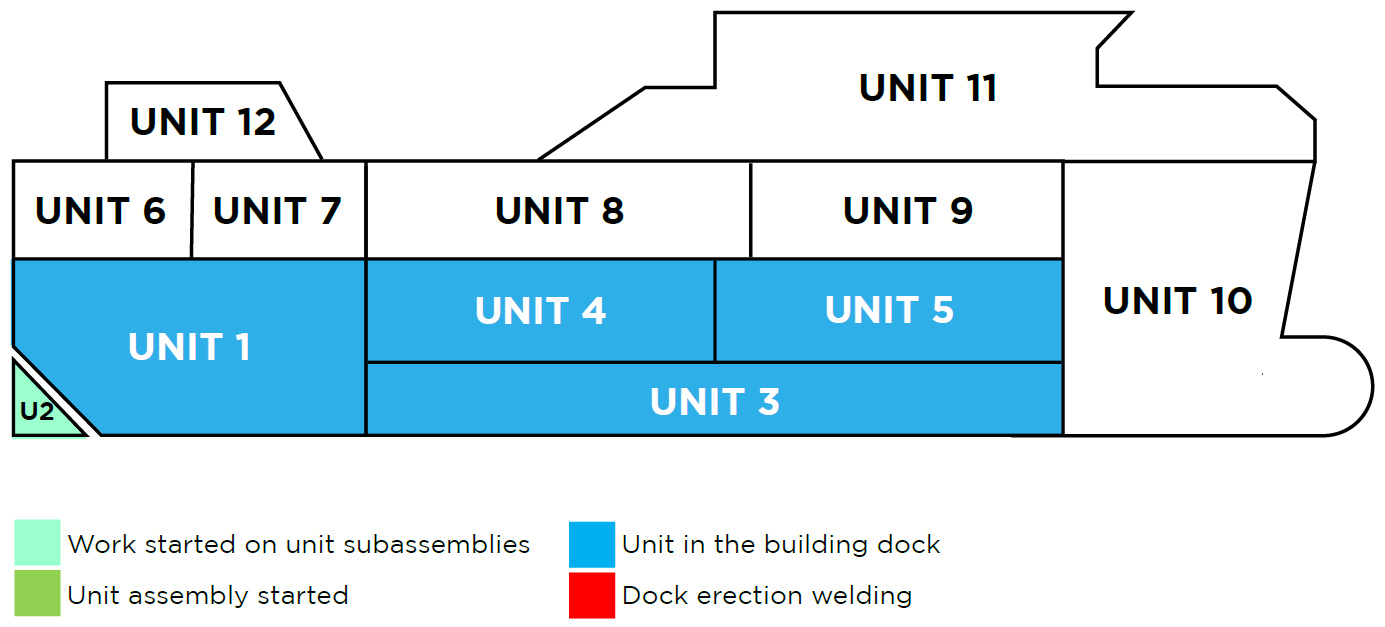
Hull Block U6: Double Bottom
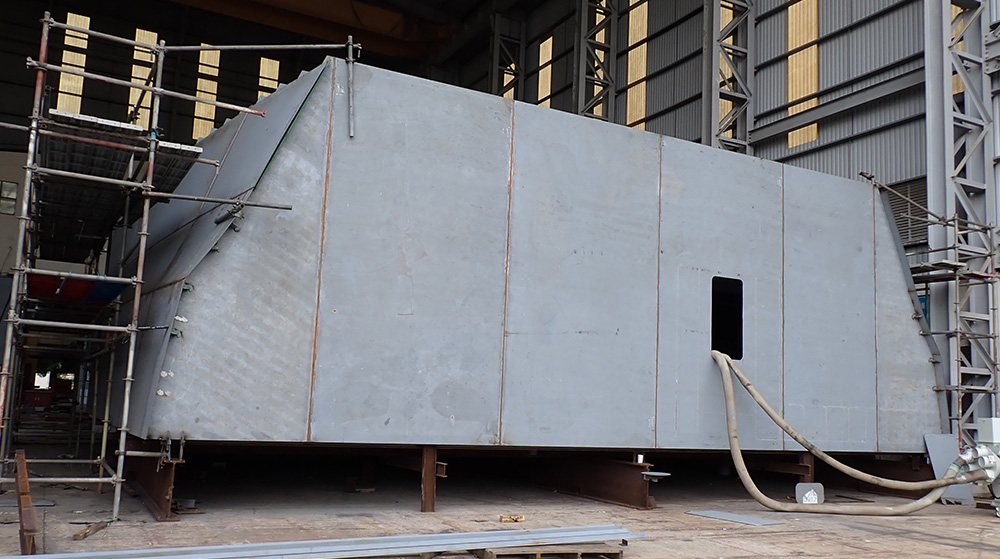
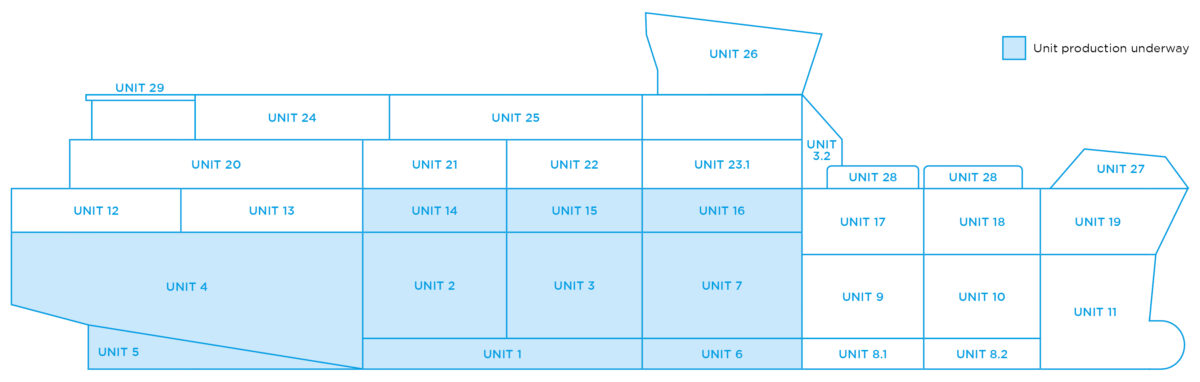
This block, initially fabricated in the building dock in an inverted position, was successfully lifted, turned over, and set in place where it was integrated with other hull blocks. U6 comprises of double bottom tanks for ballast water, fuel oil and void spaces.
Hull Block U7: Lower Crew Accommodation and Technical Room
After completion and inspection in the fabrication workshop, hull block U7 was transported to the dockside on a transporter. It was turned right-sideup with the Goliath crane and lifted into position above U6 in the building dock, where it was integrated with precise dimensional accuracy.
Hull Block U1: Engine Room Double Bottom
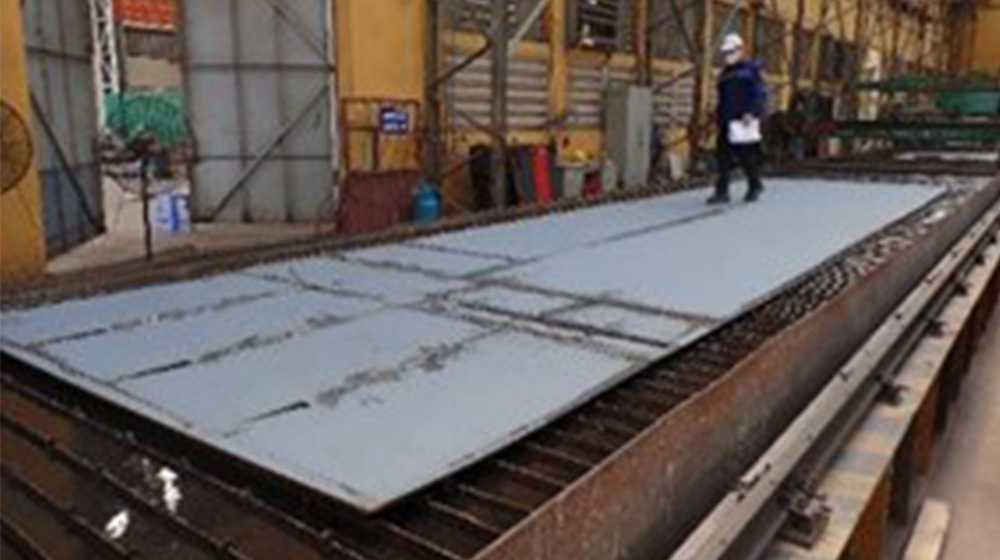
Currently under construction in the fabrication workshop, U1 will form the double bottom under the vessel’s engine room. Our site team with Lloyd’s Register surveyors have conducted thorough checks on the internal structures and welding, with radiographic non-destructive testing and vacuum box testing on the keel plate’s hull welding. The keel doubler plate was then installed following these stringent quality checks.
Hull Block U3: Auxiliary Machinery Space
Construction has been completed in the fabrication workshop; this block will house essential auxiliary machinery. This block will be transported to the building dock in early November and integrated with U1.
 |
 |
 |